ПВХ для трубаправоднай арматуры
ПВХ (полівінілхларыду) - гэта вінілавы палімер.Пры правільных умовах мала што спыняе рэакцыю хлору з вадародам.Гэта адбываецца з адукацыяй салянай кіслаты (HCl).Гэта злучэнне кіслае і можа выклікаць карозію.Такім чынам, нягледзячы на шмат жаданых уласцівасцяў, ПВХ з'яўляецца каразійным.Гэта выклікае некаторыя праблемы ў яго апрацоўцы і ўжыванні.ПВХ валодае выдатнай устойлівасцю да вады і большасці штодзённых вадкасцей.Ён раствараецца ў тэтрагідрафуране, цыклагексане і цыклапентаноне.Такім чынам, пры выкарыстанні фітынгаў з ПВХ улічвайце тып вадкасці, якая сыходзіць у каналізацыю.
Каб адпавядаць розным патрабаванням, трубы трэба згінаць пад рознымі спосабамі і пад рознымі кутамі.Гэта можа быць перанакіраванне ўсяго патоку або яго часткі.Трубаправодная арматура прывыкае да злучэння труб пад рознымі кутамі.Яны могуць злучыць паміж сабой ад 2 да 4 труб.Трубы і фітынгі да іх выкарыстоўваюцца рознымі спосабамі.Прыклады - каналізацыя, водазабеспячэнне і абрашэнне.Укараненне труб з ПВХ стала істотнай зменай у быце і прамысловасці.Сёння многія дамы і прадпрыемствы пераходзяць з металічных труб на трубы з ПВХ.Трубы ПВХ служаць даўжэй.Яны не іржавеюць і вытрымліваюць ціск патоку.Дзякуючы шырокамаштабным вытворчым працэсам, такім як ліццё пад ціскам, яны таннейшыя.Ніжэй прыведзены некаторыя прыклады фітынгаў для труб, вырабленых пад ціскам.
Як фітынгі для труб з ПВХ ліюцца пад ціскам
Фітынгі з ПВХ вырабляюцца метадам ліцця пад высокім ціскам.Працэс ліцця пад ціскам пачынаецца з ПВХ у выглядзе гранул або гранул.У адрозненне ад бесперапыннай экструзіі, фармаванне - гэта цыклічны працэс, які паўтараецца, у кожным цыкле ў прэс-форму падаецца «стрэл» матэрыялу.
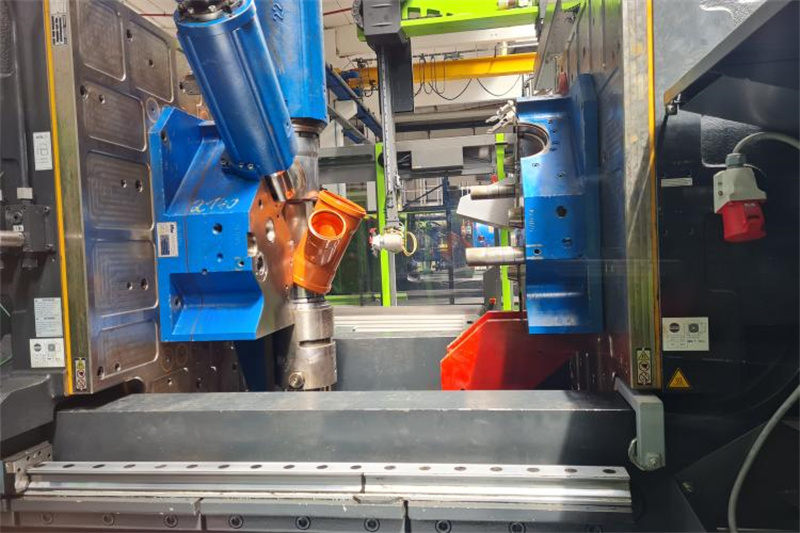
ПВХ-матэрыял у грануляванай форме злучэння падаецца пад дзеяннем сілы цяжару з бункера, размешчанага над блокам упырску, у ствол, які змяшчае зваротна-паступальны шнек.Ствол загружаецца неабходнай колькасцю пластыка з дапамогай шнека, які круціцца і падае матэрыял у пярэднюю частку ствала.Становішча шрубы ўсталёўваецца на загадзя вызначаны «памер стрэлу».Падчас гэтага дзеяння ціск і цяпло «пластыфікуюць» матэрыял, які цяпер у расплаўленым стане чакае ўпырску ў форму.
Усё гэта адбываецца падчас цыкла астуджэння папярэдняга стрэлу.Праз зададзены час форма адкрыецца, і гатовы фасонны фітынг будзе выняты з формы.
Затым форма зачыняецца, і расплаўлены пластык у пярэдняй частцы ствала ўпырскваецца пад высокім ціскам шрубай, якая цяпер дзейнічае як поршань.Пластык трапляе ў форму для фарміравання наступнага фітынга.
Пасля ўпырску пачынаецца падзарадка, пакуль літой фітынг праходзіць цыкл астуджэння.

Пра ліццё пад ціскам ПВХ
Улічваючы ўласцівасці ПВХ, некаторыя фактары важныя для іх ліцця пад ціскам.Ін'екцыйнае ліццё ПВХ патрабуе, каб ён падвяргаўся ўздзеянню высокіх тэмператур.Улічваючы хімічныя і фізічныя ўласцівасці ПВХ, гэта можа выклікаць некаторую нагрузку на працэс.Ніжэй прыведзены некаторыя меркаванні пры ліцці пад ціскам фітынгаў для труб з ПВХ.
Матэрыял формы
Лепшым варыянтам для вырабу формы для ПВХ з'яўляецца антыкаразійная нержавеючая сталь.Гэта павінна быць добра адпаліраваная загартаваная сталь.Існуе высокі патэнцыял для выкіду HCl падчас вытворчасці фітынгаў для труб з ПВХ.Тым больш гэта тычыцца ПВХ у расплаўленым стане.Любы хлор у газападобным выглядзе можа кандэнсавацца пры трапленні на цвіль.Гэта падвяргае форму карозіі.Хоць гэта адбудзецца, выкарыстанне якаснага металу зніжае верагоднасць.Гэта павялічвае тэрмін службы формы.Так што не варта таннець, калі справа даходзіць да выбару матэрыялу для формы.Для ліцця пад ціскам труб ПВХ выбірайце лепшы метал, які толькі можна атрымаць.
Дызайн формы для фітынгаў з ПВХ
Праектаванне прэс-формы для складаных суцэльных формаў складанае.Распрацоўка формы для фітынгаў для труб з ПВХ вельмі ўскладняе.Паражніну формы - гэта не простая выразка з суцэльнай формы і засаўкі.Форма - даволі складаны вузел.Патрабуецца эксперт па распрацоўцы і вытворчасці прэс-формаў.Гледзячы на форму трубаправода.Возьмем для прыкладу локцевы фітынг.Форма ў зборы распрацавана такім чынам, што дазваляе запаўняць корпус трубы.Але гэта адбываецца без запаўнення полай вобласці.Гэта робіцца з улікам выкіду і выпуску прадукту.Для тыпавых канструкцый патрэбна форма з некалькіх частак.Гэта могуць быць формы з 4 частак.Гэта ў адрозненне ад простых цвёрдых канструкцый, якія можна вырабляць з двухчасткавых формаў.Такім чынам, для фітынгаў для труб з ПВХ шукайце інжынераў па формах з вопытам працы з гэтым тыпам форм.Ніжэй прыведзены прыклад формы для фітынга для труб з ПВХ.

Час размяшчэння: 25 мая 2023 г




